
Améliorer l’efficacité énergétique d’un séchoir
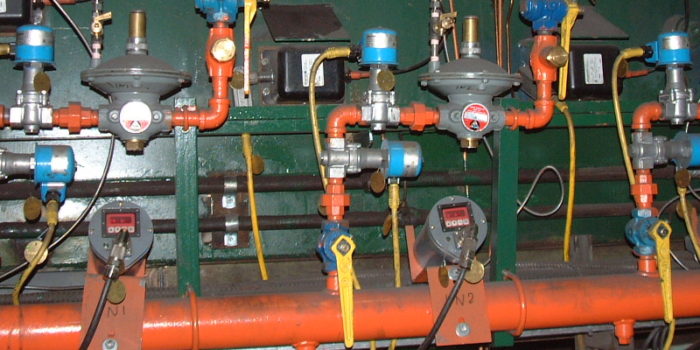
L’objectif principal du projet est d’améliorer l’efficacité énergétique d’un séchoir à pulpe de pomme fonctionnant au gaz naturel. L’équipement est un séchoir à tambour rotatif à contact direct d’une capacité de 1.2 tonne/hr à 80% d’humidité, donc capable de produire 240 kg/hr de pulpe sèche. Le taux d’humidité maximal final requis est de 15% pour éviter le développement subséquent de moisissures dans la pulpe séchée. Le taux de séchage final se situe à environ 20%, ce qui est insuffisant. Afin de pallier à cette insuffisance, la pulpe sortant du four rotatif est injectée dans un multicyclone avec les fumés. De plus, les gaz chauds sont rejetés à la cheminée à 460°F, ce qui entraîne une mauvaise efficacité énergétique et donc une consommation en gaz naturel anormalement élevée pour ce type de procédé.
L’intervention de BMA a permis d’améliorer le taux de séchage des pulpes passant de 20% à 13%, d’améliorer l’efficacité énergétique de 300% et de réduire le coût du combustible de 50%.
agroalimentaire
de pommes
Services
OtherProjects

-

Brais Malouin et Associés inc.
455 rue Viens Mont-Saint-Hilaire, QC J3G 4S6 CANADA
(514) 382-8866
bma@bma.ca